《无锡》(本地)止水铜片钢边止水带专业完善售后的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:《无锡》(本地)止水铜片钢边止水带专业完善售后的图文介绍
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
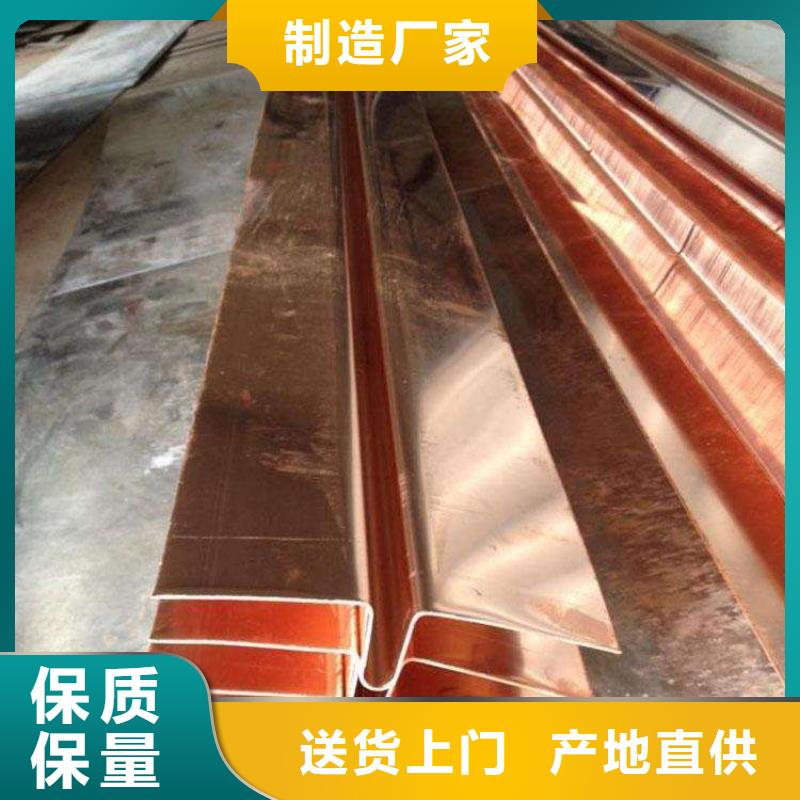
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧,软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
广硕橡塑制品有限公司座落在滨湖新区北田村,地理位置优越,交通环境便利。 公司主营: 无锡背贴式橡胶止水带、,公司以满意服务、精品工程为宗旨,以技术出众、领先潮流为信念,以专业专注、诚信务实为商德,以造福人类、产业报国为志向,同八方宾朋携手共进,描绘更美好蓝图。
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
圆弧状铜止水大量的适用导流洞、施工的止水,可依据施工、导流洞的倾斜度生产加工,可多余的电焊焊接。此外,水准止水安裝的止水金属片接头可呈十字型、T型接头,而导流洞、施工内的止水金属片接头多见单边接头,立即当场电焊焊接就可以。 焊接时候助焊剂(松香和焊油)是关键,新鲜的松香和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作中,焊接工作是必不可少的。它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接技术的好坏直接影响到电子制作的成功与否,因此焊接技术是每一个电子爱好者必须的基本功。
紫铜止水带,也叫紫铜止水板、紫铜止水片。要想了解紫铜止水带,我们先来介绍下紫铜止水带的材质紫铜。铜大家应该都知道,具有导电性良好,熔点高等优点,经常作为导线或者丝。纯铜的颜色是红色的,其熔点在1100℃左右,密度达到8.9g/cm3。我们见到的铜之所以呈现为紫红色,是因为铜表面被氧化而形成的氧化膜所致,此氧化膜的存在正是铜耐氧化腐蚀的原因所在。
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
止水铜片钢边止水带专业完善售后")
铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 
铜止水规格
1.执行标准GB2059-2008;
2.厚度:0.5-14mm;
3.宽度:200-1000;
4.长度:1000-3000;
5.抗拉强度不小于205Mpa;
6.伸长率不小于20%;
7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定;
8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。
止水铜片钢边止水带专业完善售后")





 扫一扫
扫一扫