



 扫一扫
扫一扫
异型管【异型钢管】本地配送")
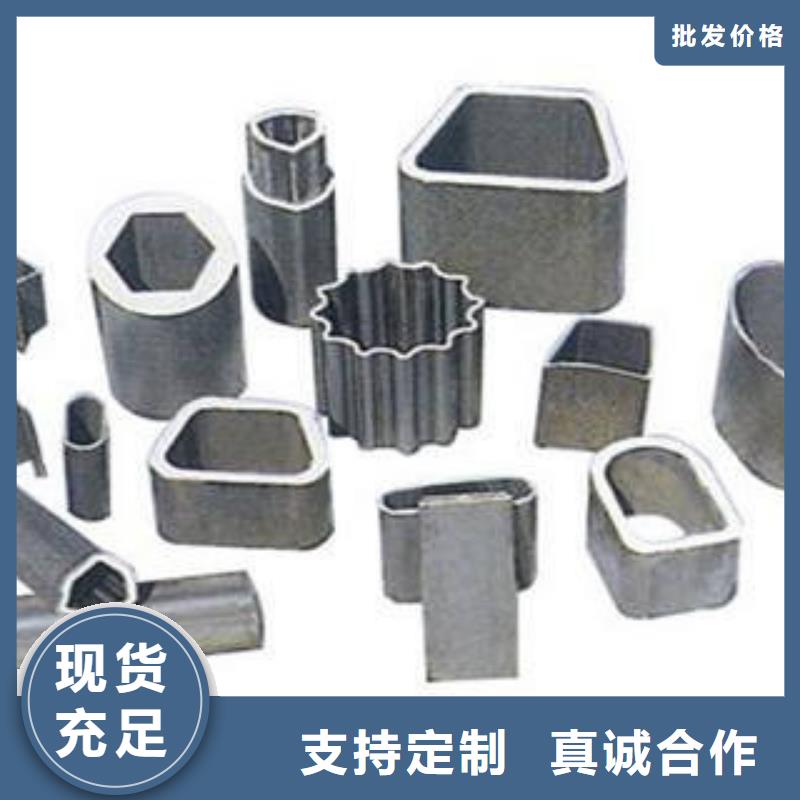
不锈钢异型管具有优越的耐蚀性、耐磨性、强韧性和良好的可加工性,外观的精美性.以及无毒无害性,广泛地应用于生产生产的各个领域。不锈钢表面自然色调虽可提供美感和清洁感,但其银白色的光泽又会绐人以寒冷感和疏远感的反映。随着对不锈钢应用范围的日益扩大,人们对其表面色彩的要求也在不断提高。
不锈钢异型管着色不是用染料着色形成有色的表面层,而是在表面形成无色透明的氧化膜对光干涉的结果,其色泽已证明经久耐用。表面所着色泽主要取决于表面膜的化学成分、组织结构、表面光洁度、膜的厚度和入射光线等因素。通常薄的氧化膜显示蓝色或棕色,中等厚度膜显示金黄色或红色,厚膜则呈绿色,最厚的则呈黑色。因而不锈钢异型管着色工艺远较铝合金更为困难,工艺要求更高。
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
热处理残余力是指管材经热处理后最终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和消除。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
精诚合作、共振辉煌,为营销理念,用过硬的质量、良好的信誉、优质的服务、合理的价格,不断的拓展 铜仁圆钢市场。针对客商制定的特殊规格、型号的 铜仁圆钢产品,无论量大还是量小,浩融金属制品厂有限公司都能迅速的组织生产。正是因为有了强大的科研、生产作后盾,以灵活的生产、销售为经营手段,浩融金属制品厂有限公司才会创造一个又一个骄人的业绩。 公司竭诚欢迎海内外各界新老朋友来函来电洽谈业务,并随时恭候垂询惠顾。愿与您精诚合作,共创辉煌的明天。
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
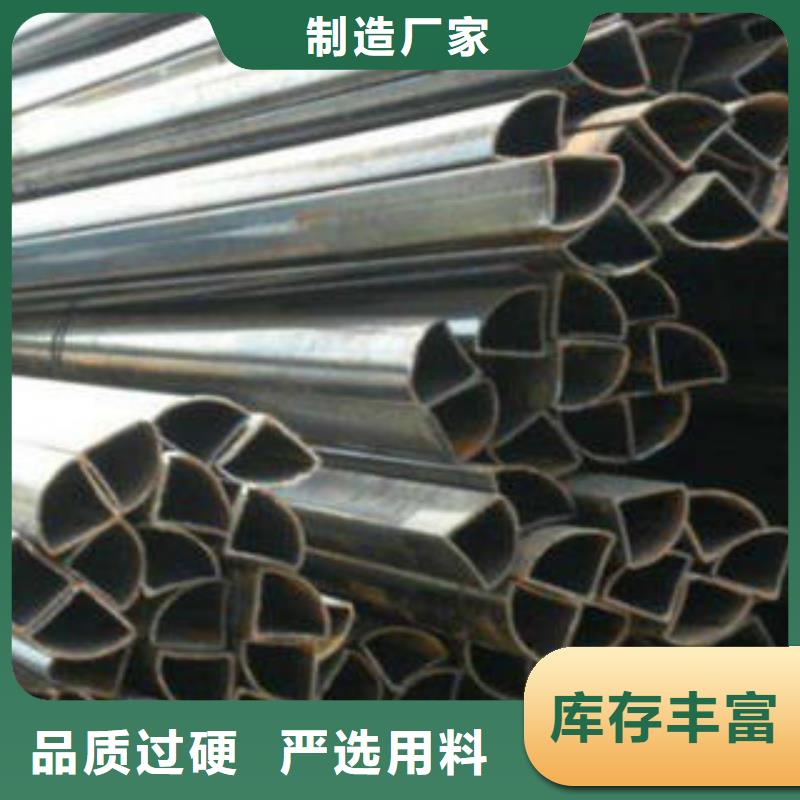
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
异型管【异型钢管】本地配送")
技术支持:cdlgp.com