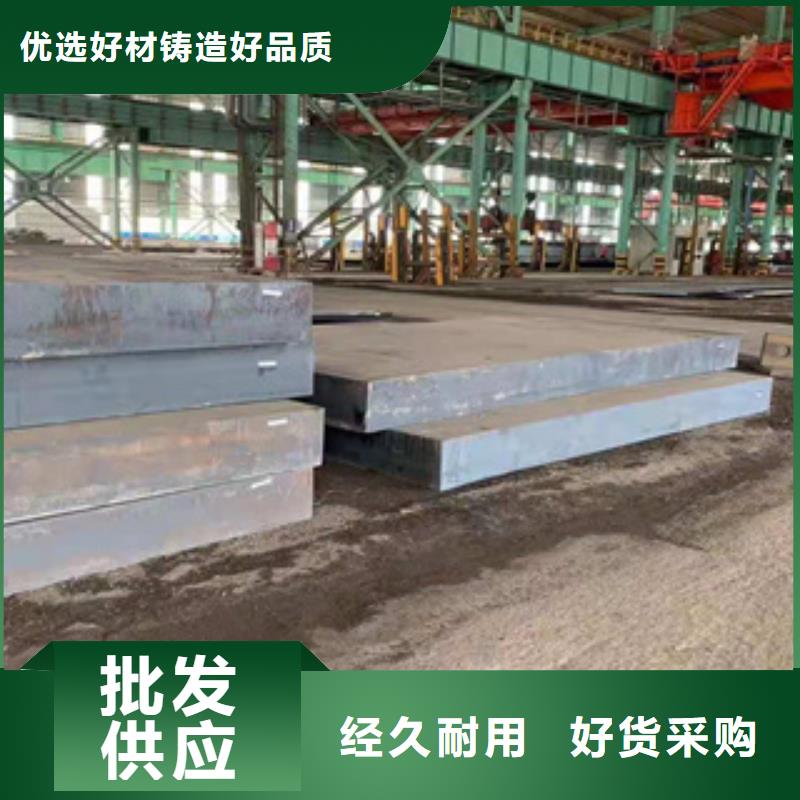
我们的现场实拍视频将带您走进香港 当地 耐磨钢板高压化肥管工厂认证产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:香港 当地 耐磨钢板高压化肥管工厂认证的图文介绍


复合耐磨板是一种用薄钢带卷成圆形钢板或异形截面钢板,并在其中填满一定成分的药粉,或在焊接钢板或无缝钢板中填满药粉,经拉拔制成的一种焊丝。复合耐磨板的电弧焊是利用连续送进的、可熔化的耐磨板与焊件之间的电弧所产生的高温,进行焊接的熔焊方法之一。 耐磨板电弧焊的电弧特性,基本上与熔化极气体保护焊相同;其熔滴过渡形式亦可为过渡、滴状过渡或纯短路过渡。耐磨板气体保护电弧焊复合耐磨板气体保护电弧焊与通常的熔化极气体保护焊的主要区别就在于耐磨板上,它除了采用辅助的外加保护气体以外,还有耐磨板熔化时产生的气体和熔渣的保护。 两种工艺所需的设备,包括焊在内,基本上是相同的。自保护耐磨板电弧焊这种方法与上述的复合耐磨板气体保护电弧焊的区别,主要是不用外加的辅助保护气体,依靠药芯熔化时产生的气体和熔渣保护熔滴和熔池。因此,这种方法称为自保护耐磨板电弧焊,所使用的焊丝称为自保护耐磨板。 自保护与辅助气体保护方法的区别还在于焊的形式和焊丝伸出长度。自保护方法中的焊丝伸出长度较长,有利于较高的熔敷速度,这是因为焊丝伸出部分较长而被电流预热得更好。自保护焊的焊,也可以与通常的熔化极气体保护焊焊相同,只是不通保护气而已目前国内多采用此种方式,因其方便而易行。



在竞争激烈的 香港高压化肥管、市场中,鑫邦源特钢有限公司秉承“质量和信誉是企业生存之本”的宗旨,坚持“诚信、敬业、和谐、创新”的经营理念和“以信从商、共同发展”的原则,为客户的需求提供好的 香港高压化肥管、,更为客户的 香港高压化肥管、产品市场打下坚实的基础,我厂承诺“同样的 香港高压化肥管、产品比质量,同样的质量比价格”,并24小时携诚为客户服务!


(2)析出气孔溶解于熔融金属中的气体在冷却和凝固过程中,由于溶解度的下降而从合金中析出,并在碳化铬耐磨板中形成的气孔,称为析出气孔。析出气孔分布较广,有时遍及整个碳化铬耐磨板截面,影响钢板的力学性能和气密性。 防止析出气孔产生的主要措施有:合金的吸气量;对金属进行除气处理;冷却速度或使耐磨板在压力下凝固,阻止气体析出等。(3)反应气孔浇入铸型的熔融金属与铸型材料、芯撑、冷铁或熔渣之间发生化学反应而产生的气体在碳化铬耐磨板中形成的孔洞,称为反应气孔。 由铸型、芯撑、冷铁等与合金反应形成的气孔,多位于碳化铬耐磨板皮下1~2mm处,直径约1~3mm,称皮下气孔或。反应气孔形成的原因和方式较为复杂。不同合金防止反应气孔的方法也有所区别,但芯撑、冷铁表面无油、无锈并保持干燥是防止反应气孔出现的主要措施之一。 目前耐磨衬板主要应用在冶金、煤炭、建材、化工、发电等工业的选矿、洗煤、破碎、输送、筛分等设备中。通过几年来在冶金行业的选矿、烧结、焦化,煤炭行业的选煤,建材行业砖、水泥等领域的推广应用,均取得了较好的效果。



焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。


碳化铬耐磨板生成晶核的条件是过冷度。在一定范围内过冷度越大,固液两相的自由能相差越多,越有利于形成晶核。焊接时的冷却速度高,容易较大的过冷度,有利于凝固过程的进行。与双金属耐磨板一样,碳化铬耐磨板熔池中的晶核也是以异质晶核(非自发晶核)为主。 熔池中存在有两种所谓现成表面:一种是合金元素或杂质的悬浮质点,由于温度高,可以成为异质晶核的难熔质点很少(在一般正常情况下所起作用不大);另一种就是熔合区附近加热到半熔化状态基本金属的晶粒表面,这个半熔化的晶粒的尺寸与构造新相形成条件,而成为新形核的表面。 也就是说,熔池凝固时主要是以半熔化的母材晶粒为晶核并长大。因此,熔池具备了有利的形核条件。焊接时,为改善碳化铬耐磨板焊缝金属的性能,通过焊接材料加入一定量的合金元素(如铝、、钛、钼等)可以作为熔池中非自发晶核的质点,从而使焊缝金属晶粒细化。 焊接热循环作用下的焊缝形成有几个重要阶段,首先是耐磨衬板的局部和填充金属熔化,然后是熔化金属由液相到固相的凝固结晶,再就是连续冷却的固态相变。熔焊方法形成的焊接熔池的凝固结晶过程是晶体生产晶核与晶核长大的过程。








 扫一扫
扫一扫